服务热线
159-002-81777
服务热线
159-002-81777
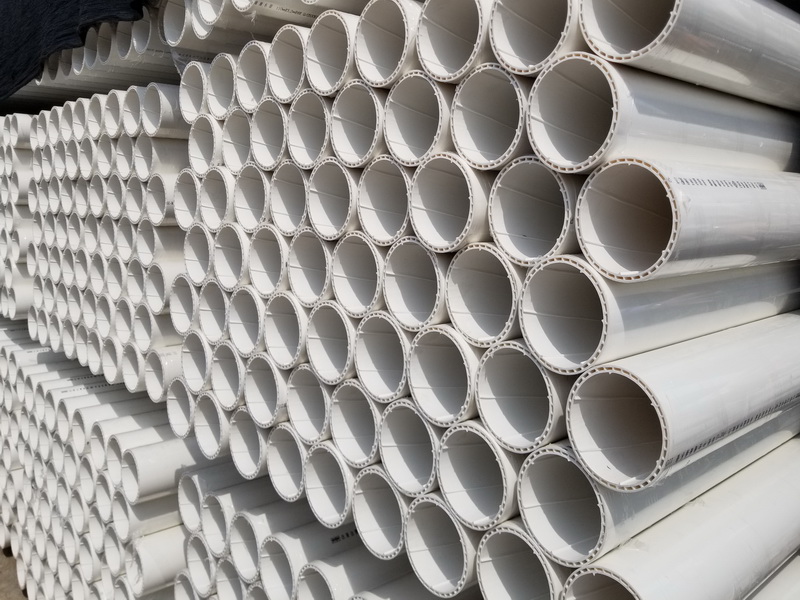
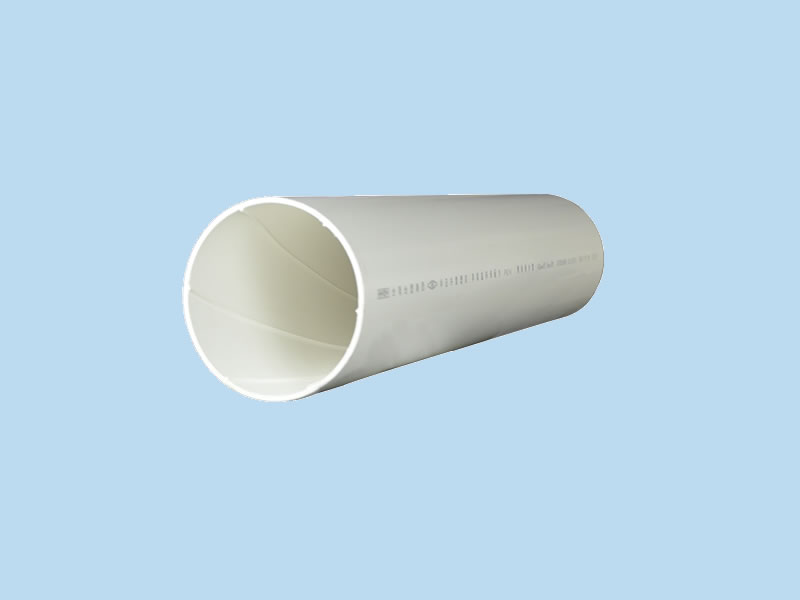
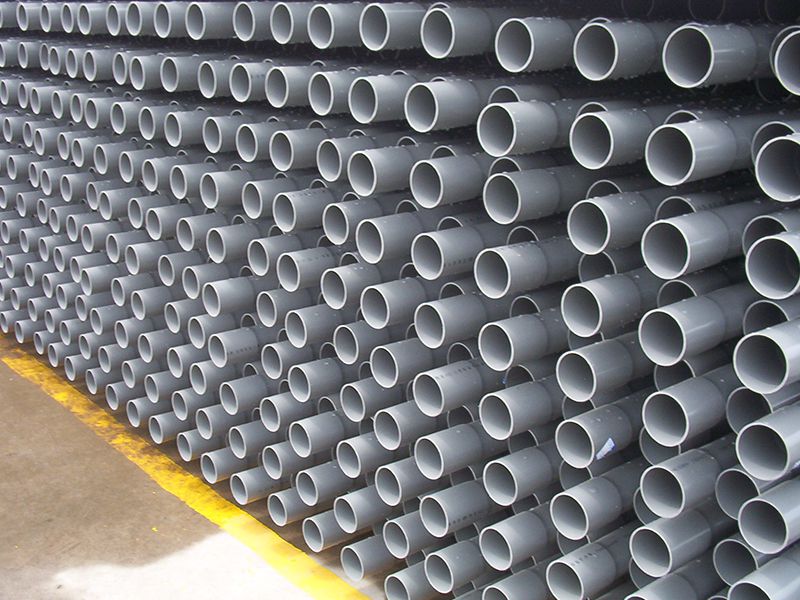
【台塑华亚】CPVC管连接采用承插或接口连接。 CPVC管连表面应标有插入长度的标示,管材插入承口后,需确入此插入标示是否准确到位。 CPVC管连接前应清除管材插口外部和橡皮环内面的泥土
1.资料预备:将管道或管件置于平直位置,放于对接机上,留足10-20mm的切削余量。
2.夹紧:依据所焊制的管材、管件挑选合适的卡瓦夹具,夹紧管材,为切削做好预备。
3.切削:切削所焊管段、管件端面杂质和氧化层,保障两对接端面平缓、光洁、无杂质。
4.对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%.不然,将波及对接质量。
5.加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6.切换:将加热板拿开,迅速让两热融端面相粘并加压,为保障熔融对接质量,切换周期越短越好。
7.熔融对接:是焊接的重点,对接历程应始终处于熔融压力下举行,卷边宽度以2-4mm为宜。
8.冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。

Copyright © 2018 All rights reserved.
台塑集团华亚塑胶天津总代理欢迎您 技术支持:金尚铭网络
服务热线:159-002-81777 电话:022-27262116 邮箱:tshya@163.com
地址:天津市津南区双港工业区睿科道10号研创产业园64号

扫一扫关注我们