服务热线
159-002-81777
服务热线
159-002-81777
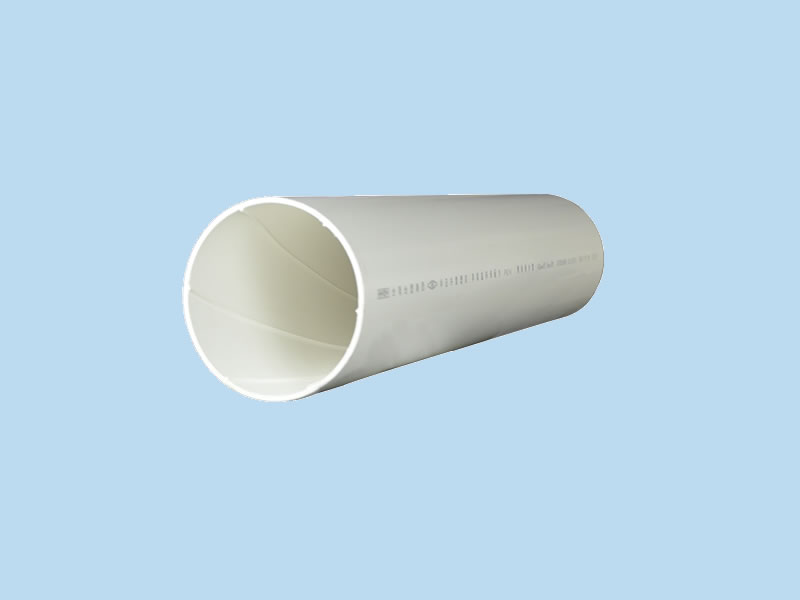
(1)【台塑华亚】给水PE管施工时首先
核对欲烧焊管材规格、压力等级是否合适,查缉其外表是否有磕、碰、划伤;
(2)用整洁的布荡除两管端的油污或异物;
(3)欲将烧焊的管材置于机架卡内,使两端伸出的长度相当管材机架以外的局部用支撑托,使管材轴线与机架核心线处于同一高度,而后用卡瓦紧固好;
(4)置入刨刀,先敞开刨刀电源开关而后再并拢管材两端,并加以惬当的压力,直至两端有蝉联的切屑出现后(切屑厚度为0.5~1.0mm,经过调节刨刀片的高度可调节切屑厚度),撤掉压力,略等片时,再退开活动架,关闭刨刀电源;
(5)抽取刨刀,并拢两管端,查缉两端对齐情况(管材两端的错位量不得超过壁厚,经过调试管材直线度和松紧卡瓦予以改善;管材两端面音质间隙也不得超过壁厚,否则需再次铣削,直至知足上要求);
(6)将加热板外表的灰尘和残留物清整洁(务必加意不得划伤加热板外表的不粘层),查缉加热板温度是否达到设定值;
(7)加热板温度达到设定值后,放入机架,施加规定的压力,直至两边最水卷边达到规定值(0.1×管材壁厚+0.5mm);
(8)将压力减小到接触压力,接续加热至规定的时间;
(9)满点后,退开活动架,迅疾抽取加热板,而后并拢两管端,其时间间隔尽可能短,最长不得超过切换时间;冷却规定的时间后,卸压,松开卡瓦,抽取连署完成的管材。管道的三通、四通及变径(有专门的体积头)的烧焊办法同上所述。
(10)加热完毕,对接加热板应迅疾摆脱待连署件,并用平均外力使两待连署面临接顶紧,形成平均凸缘并平滑过渡到管材本体。卷边凸缘宽度为5-8mm,高度为3-5mm。接口保压冷却36min后卸开夹具并查缉接口质量。

Copyright © 2018 All rights reserved.
台塑集团华亚塑胶天津总代理欢迎您 技术支持:金尚铭网络
服务热线:159-002-81777 电话:022-27262116 邮箱:tshya@163.com
地址:天津市津南区双港工业区睿科道10号研创产业园64号

扫一扫关注我们